
本文中提到了5个关于刀具设计网站的相关看点,同时还对现代刀具设计与应用也有不同的看法,希望本文能为您找到想要的答案,记得关注哦!
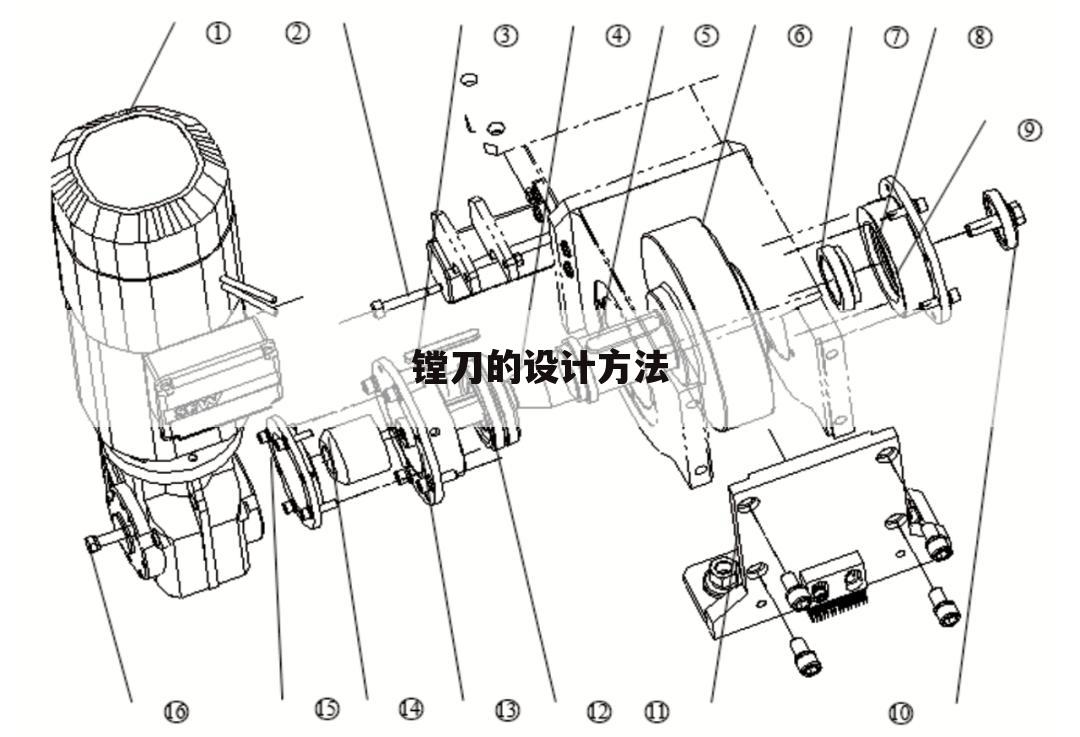
镗刀的设计方法
本文贡献者:【稳场小可爱】, 疑问关键字:刀具设计网站, 下面就让重庆云诚科技小编为你解答,希望本文能找到您要的答案!
最佳回答1 、刀具设计思路与特点
机夹可转位车刀是将具有合理几何形状和切削刃的成品可转位刀片通过机械夹固方法装配在刀杆上,当一条切削刃加工磨损至不能再用时,可通过转位迅速更换新的切削刃。采用机夹可转位车刀进行加工具有以下特点:
刀具几何参数和切削性能稳定,定位精度和重复精度较高,可保证刀尖位置变化在工件精度允许范围内以及加工精度的一致性。
刀片夹紧可靠,在切削力冲击、振动及切削热作用下不易松动。刀具寿命长,无需刃磨,操作简便,可缩短停机换刀等辅助工时。
刀杆转位方便、快捷,并可反复使用,使用寿命长,可减少库存量,简化刀具管理。
机夹可转位车刀设计前角g=-4°,刃倾角l=-4°,切削刃具有足够强度,可承受较大切削力冲击,避免刀尖崩刃。 ;
可转位车刀片选用菱形国标通用刀片,可保证切削过程中自动卷屑及曲线加工的平稳性,且易于实现刀具标准化、系列化,适合自动化生产中的仿形车削。
刀具采用螺销压紧式结构,螺钉通过刀片沉孔夹紧刀片,结构简单,零件少,定位精度高,刀刃转位重复精度高,容屑空间大。
根据被加工材料特点,并考虑切削过程中刀刃的磨损,采用TiC+Al2O3+TiN复合涂层刀片。这种刀片可减小切屑与刀具的摩擦,在切削高温下仍可保持高硬度及良好的抗氧化性,从而可提高刀片使用寿命,降低零件表面粗糙度。
2 、刀具设计方法
需加工的差速器壳体内球面尺寸分别为S=f138.5mm、f124mm、f161mm。工件材料:球墨铸铁GH45-33-15(芯部硬度HB150~190)。加工精度要求:相对于基准的位置度公差为f0.03mm,表面粗糙度Ra1.6µ;m。切削用量:切削vc=2m/s,进给量f=0.4mm/r,切削深度ap=3mm。加工机床:S1-325型数控机床。
刀具设计步骤如下:
根据被加工零件材质及加工要求,刀片材料选用YG6硬质合金基体的新型复合涂层(TiC+Al2O3+TiN)刀片。根据被加工零件特点及切削参数,刀片紧固形式设计为螺销压孔式结构。 可转位刀片型式选用菱形国标通用刀片,刀尖角为55°,法向后角为7°,单面有V型断屑槽,刀片厚度S=3.97,刀尖圆角半径re=0.4±0.1mm;根据加工精度要求,刀片精度选用M级。确定可转位刀片型号为DCMT11T304-V1。 ;
刀片切削刃长度Sa=ap/sinkrcosl=3/sin62.5°cos-4°=3.39mm;粗车时应满足切削刃长度L≥1.5Sa=5.086mm,所选刀片的主切削刃边长L≈11.6mm,可满足切削要求。
机夹可转位车刀刀头,车刀刀杆槽的几何角度设计
已知参数:刀片法向后角anb=7°,刀片刃倾角lsb=0°;车刀的独立角度kr=62.5°,ls=4°,预选后角ao=4°;刀杆槽主偏角krg=kr=62.5°,刀杆槽刃倾角lsg=ls=-4°。则刀杆槽前角gog可按下式计算:tangog=(tananb-a0/cosls)/1+tananbtanao/cosls)coslsg=0.052364957
可得aog=2.9975528°,取aog=3°。验算车刀后角ao:arctan(tananb-tanaogcoslsg)cosls/(1+tananbgogcoslsg)=0.06992572 可得ao=3.99°,与预选后角ao=4°接近,表明预选后角值合理。
确定可转位车刀刀杆与刀夹联结方式:根据机床型号及中心高,为增加刀杆强度,刀杆截面尺寸设计为不等截面,装刀刀夹与刀杆通过楔面自锁联结,可使刀具装卸快捷、准确、可靠。
3、设计的机夹可转位车刀刀头
采用机夹可转位车削方法替代原球面锪钻加工方法后,不需制造专用夹具,在数控机床上一次装夹即可完成差速器壳体内球面的加工。由于减少了换刀等辅助工时,提高了数控机床的加工效率,刀具无需刃磨,耐用度提高,使生产效率提高2倍,刀具成本降低75%。由于避免了原加工方法因刀具重磨带来的加工误差,产品质量也得到有效保证。
上文就是重庆云诚科技小编解疑贡献者:(稳场小可爱)分析的关于“镗刀的设计方法”的问题了,不知是否已经解决你的问题?如果没有,下一篇内容可能是你想要的答案,下面继续介绍下文用户【旧时新人】贡献的“选择最佳切削刀具都有哪些小技巧?”的一些相关疑问做出分析与解答,如果能找到你的答案,可以关注本站。
选择最佳切削刀具都有哪些小技巧?
本文贡献者:【旧时新人】, 疑问关键字:刀具设计网站, 下面就让重庆云诚科技小编为你解答,希望本文能找到您要的答案!
最佳回答选择最佳切削刀具对机加工生产企业的成功至关重要。这也是一项不断反复的工作,并将直接影响到产品加工周期及工厂竞争力。一个普通的超市一般用48,750个单元货位用来摆放约35种豆子罐头,可一家刀具企业仅英制规格的刀具就有40,000个!光从数字上比较就可以看出,与挑选最合适的刀具相比,选择豆子罐头简直是轻而易举!挑选刀具需要考虑与机床的匹配性,以及利用最短时间最低成本加工出最高品质的零件。我们将从以下几个方面探讨如何进行刀具选择:
1、最重要的刀具。
任何一把刀具停止工作,都意味着生产出现停顿。但并不意味着每把刀具都具有同样重要的地位。切削加工时间最长的刀具对生产周期的影响更大,因此同等前提下,应当给予这把刀具更多关注。此外,还应该注意加工关键部件及加工公差范围要求最严格的刀具。另外,对切屑控制相对差的刀具,如钻头、切槽刀、螺纹加工刀具也应重点关注。因为切屑控制不佳可引起停机。
2、与机床相匹配。
刀具分右手刀及左手刀,因此选择正确的刀具非常重要。通常,右手刀具适合于逆时针旋转(CCW)的机床(沿主轴方向看);左手刀具适合于顺时针旋转(CW)的机床。如果你有几台车床,一些夹持左手刀具,其他的左右手兼容,那么请选择左手刀具。而对于铣削而言,人们通常倾向于选择通用性更强的刀具。但是尽管此类刀具涵盖的加工范围更大,也令你即刻损失了刀具的刚性,增大了刀具挠曲变形,降低了切削参数,同时更容易引起加工振动。另外,机床更换刀具的机械手对刀具的尺寸及重量也有所限制。若你购买的是主轴带内冷却通孔的机床,也请选择带内冷却通孔的刀具。
3、与被加工材料相匹配。
碳钢是机械加工中最常见的被加工材料,因此大多数刀具基于优化碳钢加工设计。刀片牌号需依据被加工材料进行选择。刀具制造商提供一系列的刀体及相配合的刀片用于加工诸如高温合金、钛合金、铝、复合材料、塑料及纯金属等非铁材料。当你需要加工上述材料时,请选择相匹配材质的刀具。
4、刀具规格。
常见的错误是所选的车刀规格太小,铣刀规格太大。大规格的车刀刚性更佳;而大规格的铣刀不仅价格更高,且空切时间更长。总体而言,大规格的刀具价格高于小规格刀具。
5、选择可换刀片式还是重新修磨式刀具。
遵循的原则很简单:尽量避免修磨刀具。除了少数钻头和端面铣刀外,条件允许下,尽量选择可换刀片式或可换刀头式刀具。这会为你节省劳动力开支,同时获得稳定的加工效果。
6、刀具材料及牌号。
刀具材料及牌号的选择与被加工材料性能,机床最大及进给率密切相关。为被加工材料组选择更通用的刀具牌号,通常会选择涂层合金牌号。参考刀具供应商提供的“牌号应用推荐图表”。在实际应用中,常见的错误是用替换其他刀具厂家类似的材料牌号试图解决刀具寿命问题。如果你现有的刀具不理想,那么改选接近的其他厂家牌号很可能带来类似结果。要解决问题,必须明确刀具失效原因。
7、功率要求。
指导原则是物尽其用。如你购买了功率为20hp的铣床,那么,在工件及夹具允许的情况下,选择合适刀具和加工参数,使其能实现机床80%的功率运用。需特别留意机床用户手册中的功率/转速表,依据机床功率的有效功率范围选择可实现更佳切削应用的刀具。
8、切削刃数。
原则是,多多益善。购买带两倍切削刃的车刀并不意味着支付两倍的费用。在过去的十年,先进的设计,使得切槽刀、切断刀以及一些铣刀片的切削刃数目也实现了翻番。以先进的带有16个切削刃的刀片的铣刀替换原来的仅带4个切削刃的刀片的铣刀并不少见。而增加有效切削刃数还直接影响到工作台进给及生产率。
9、选择整体式刀具还是模块式刀具。
小规格刀具更适合整体式设计;大规格刀具更适合模块式设计。对大规格刀具而言,当刀具失效,用户往往希望仅仅更换小而且价格不高的部件就可重获新刀具。对于切槽刀及镗刀,尤其如此。
10、选择单一刀具还是多功能刀具。
工件越小往往越适用复合刀具。例如,一把多功能刀具,可复合钻削、车削、内孔加工、螺纹加工和倒角加工。当然越复杂的工件也越适用于多功能刀具。机床只有在切削的时候才能为你带来收益,而不是在停机的时候。
11、选择标准刀具还是非标特制刀具。
随着数控加工中心(CNC)的普及,大家普遍认为可通过编程来实现工件形状,而不是依靠刀具,因此,不再需要非标特制刀具。而事实上,今天非标刀具仍占总刀具销售数量的15%。为什么?采用专用刀具可满足精密的工件尺寸要求,减少工序并缩短加工周期。对于大批量生产而言,非标特制刀具可很好地缩短加工周期、降低成本。
12、切屑控制。
请记住,你的目的是加工出工件而不是切屑,但切屑可以清楚地反映出刀具的切削状态。总体而言,人们对切屑存在成见,因大多数人并未接受解读切屑的训练。记住以下原则:好的切屑不会破坏加工,不好的切屑正相反。
刀片多设计有断屑槽,而断屑槽是依据进给率来设计的,无论是轻切削的精加工还是重切削的粗加工。
切屑越小,越难以折断。对于难加工材料而言,切屑控制是一大难题。尽管不能更换被加工材料,但可以更新刀具,调整切削、进给率、切削深度、刀尖圆角半径等等。优化切屑,优化加工是一个综合选择的结果。
13、编程。
面对刀具、工件及数控加工机床,往往需要定义刀具路径。理想的情况是,了解基本的机器代码,有先进的CAM软件包。刀具路径,必须考虑到刀具特征,如坡走铣角度,旋转方向,进给,切削等。每种刀具都有相应的编程技术以缩短加工周期,改进切屑,降低切削力。好的CAM软件包可节省劳动力,提升生产率。
14、选择革新的刀具还是常规成熟刀具。
以目前先进技术的发展,切削刀具的生产率,每10年就能翻番。对比10年前推荐的刀具切削参数,你会发现,现今的刀具可令加工效率翻倍,切削功率却降低了30%。新刀具合金基体更强固,韧性更高,可实现更高切削,更低切削力。断屑槽及牌号对应用的专一性更低,通用性更广。同时,现代刀具还增加了多功能性及模块化,这两者共同降低了库存,拓展了刀具应用。刀具发展还带动了新的产品设计和加工理念,如兼具车削和切槽功能的霸王刀、大进给铣刀,推动了高速加工、微量润滑冷却(MQL)加工及硬车技术等。基于因素及其他的原因,你也需要跟进最优选的加工方式,获悉最新的先进刀具技术,否则就有落后的危险。
15、价格。
刀具价格固然重要,却比不上因刀具而付出的生产成本的重要性。虽然刀具有其相应价格,但刀具的真正价值在于为生产率所履行的职责。通常,价格最低的刀具是造成生产成本最高的刀具。切削刀具的价格仅占零件成本的3%。因此请关注刀具的生产率,而不是其购买价格。
16、现场技术支持。
在美国,有大约4,000位接受过正规切削刀具培训的专业人员。他们带着自己的专业技能拜访过成千上万家工厂,提供支持,实现在各式机床上对不同材料的工件不同部件的加工。
机械加工正发展成为一门专业科学,但经验依旧不可替代。作为对客户的回馈,刀具商的服务是免费的,他们甚至可以免费提供刀具试切。刀具供应商有经验的专家能对用户选择刀具提供最佳的,具有指导性的帮助。
以上就是重庆云诚科技小编分享贡献者:(旧时新人)回答的关于“选择最佳切削刀具都有哪些小技巧?”的问题了,不知是否已经解决你的问题?如果没有,下一篇内容可能是你想要的答案,现在接着继续概述下文用户【唯一的相识】贡献的“现代刀具的种类”的一些相关问题做出分析与解答,如果能找到你的答案,可以关注本站。
现代刀具的种类
本文贡献者:【唯一的相识】, 疑问关键字:刀具设计网站, 下面就让重庆云诚科技小编为你解答,希望本文能找到您要的答案!
最佳回答军用刀具主要有:刺刀(三棱、四棱、剑式、刀式、多功能组合式)、伞兵刀(折刀或直刀附带割绳钩、独立式伞绳钩)、排障刀(排爆刀,主要是消磁,不引发磁性雷爆炸)、潜水刀(专配两栖部队,刀具强调防锈性)、开路砍刀(含军用斧)、多功能式折刀(不是市面上瑞士军刀,是德军订造的那种)。
民用刀具更多,形式不受限制,只按刀刃的设计去分,猎刀、求生刀、折刀、直跳刀、开山刀、工艺刀等等 但所有刀刃几何设计就离不去以下种类:剑型尖、勾型尖、刨削尖、削笔尖、水滴尖、剥皮尖、肠线勾尖、枪型尖、羊蹄尖、实用型尖(与水滴尖相近,只是刃身偏向更窄更尖)、切刃尖、反曲刃尖、其赛型尖(四方型刀尖类的工具型刀),至于那些工艺观赏设计的刀刃型不计入此列,如环型刃、双勾刃、三勾刃等等,基本都是制作者天马行空制造出来的或是电影道具。
著名的刀具厂家,美国的:巴克(一代菲罗比斯M9、二代巴克M9)、安大略(三代M9、M10)、卡巴、戈博、卡秀、TOPS、斯特莱德、蝴蝶、冷钢、史密斯威森、克里斯里夫、兰德尔、哨格、独狼、微技术、马国森、爱默生、柯尔特、威廉亨利联合刀具(电影道具刀剑较多)等等,因为太多,其中还有很多是个人刀匠订制刀类。
英国:谢菲尔德,意大利:极端武力,西班牙:奥托,瑞典:福克尼文,国内有浙江先锋机械厂。
以上就是重庆云诚科技小编解答(唯一的相识)解答关于“现代刀具的种类”的答案,接下来继续为你详解投稿用户(初夏雨凉)贡献“刀具管理系统的刀具管理系统的理论研究状况”的一些相关解答,希望能解决你的问题!
刀具管理系统的刀具管理系统的理论研究状况
本文贡献者:【初夏雨凉】, 疑问关键字:刀具设计网站, 下面就让重庆云诚科技小编为你解答,希望本文能找到您要的答案!
最佳回答现代刀具管理系统的研究在传统刀具管理理论的基础上结合企业刀具管理的具体需求,引入了刀具全生命周期管理的思想和方法。通过对每一把刀具个体进行编码,实现了对刀具个体从采购、使用、维护到报废的全寿命管理。通过对刀具剩余寿命的预测,为生产制造工艺提供决策支持,大大丰富了刀具管理的内容,增强了计算机辅助刀具管理系统在企业的适用性,实现了刀具多环节管理与企业其他系统的信息共享和交互。 刀具管理系统在柔性制造系统(FMS)中应用最广泛,FMS要实现自动化加工,必须具有刀具管理功能。通过分析FMS中刀具管理的重要性,基于遗传优化算法的FMS刀具静态调度策略实现生产前刀具的预调度,提出了计算机网络的刀具管理系统的概念,完成了嵌入式控制技术的FMS刀具管理系统的总体设计和开发,并在此基础上完成了刀具储运控制器软硬件的设计与开发,实现了对系统开发的各功能模型提出了相应的控制要求。 通过将制造执行系统内的刀具实体信息数字化,利用Internet/Intranet在单元内部实现信息的共享预留接口,并且运用软件工程的理念和规范进行了刀具管理系统的开发与设计,可与整个企业或外部企业进行信息交流,从而实现与CAD系统、CAPP系统等企业其他应用系统的整体集成。在开发环境和开发工具方面,现代企业以NX二次开发和数据库互联ODBC为基础,在VB或C++6.0软件环境下编程,并基于C/S构建了一套刀具管理数据库,在生产现场建立一套24小时无人化刀具管理系统。 在确定刀具管理系统所应有的功能方面,现代企业都采用用面向对象的建模思想对刀具管理系统进行了分析与设计,运用统一建模语言(UML)对刀具数据管理系统进行建模,并进一步将这种思想运用到了加工车间,提高了刀具管理系统的实用性。 基于工件特征的刀具管理系统引入逻辑部件和逻辑刀具的概念,提出了基于工件工艺特征的刀具选配方案,成功开发了一套数控刀具管理与选配软件,在加工过程中选择出适合加工的刀具以及给出优化的切削参数[18][19]。而文献[20]则以工艺特征为基础的智能推荐刀具系统,通过零件的工艺特征模型和刀具的特征信息模型,利用企业级模板和多层分布式应用程序结构以及共享数据库机制建立刀具信息管理系统,然后通过单条件推荐刀具进行智能匹配或通过综合多因素智能推荐刀具.
上文就是重庆云诚科技小编解疑贡献者:(初夏雨凉)贡献的关于“刀具管理系统的刀具管理系统的理论研究状况”的问题了,不知是否已经解决你的问题?如果没有,下一篇内容可能是你想要的答案,下面继续详述下文用户【spyker丨灬夜丶眠】解答的“提高刀具的使用寿命的目标是什么,有什么好处”的一些相关疑问做出分析与解答,如果能找到你的答案,可以关注本站。
提高刀具的使用寿命的目标是什么,有什么好处
本文贡献者:【spyker丨灬夜丶眠】, 疑问关键字:刀具设计网站, 下面就让重庆云诚科技小编为你解答,希望本文能找到您要的答案!
最佳回答提高刀具的使用寿命的目标---是提高劳动力、提高产品质量、降低次品率、下降生产成本。
机械制造业的生产过程涉及大量的机械加工,特别是金属切削加工所加工产品的尺寸、形状、位置精度、表面形貌等都与刀具有关,刀具的性能、质量及其管理直接影响到能否顺利加工出所需要的合格产品,影响到加工节拍和生产效率,影响制造成本的控制和降低,关系到制造型企业的核心竞争力,这在自动化机械加工中表现得更为突出。
(1)数控机床中刀具发展和应用的新特点
现代的机械加工及其所用刀具技术近年来发展特别快,高新技术被大量采用,在加工工艺、切削方式、刀具结构、刀具材料、表面工程等方面都已有了与过去传统机械加工很大的不同点,首先是大量采用柔性加工生产线,采用高效、高速切削,各类数控加工中心机床被大量采用,与此相应的是超硬刀具如CBN(立方氮化硼)、PCD(聚晶金刚石)刀具和新型硬质合金刀具被大量采用,由表面工程和摩擦学技术最新发展所获得的各种新型涂层应用在刀具表面,新的刀具结构和具有新型切削刃和几何形状的刀片被不断研究和开发出来,适应数控机床和高速加工需要的刀具夹持及其与机床的连接件如HSK刀柄、热套刀柄、液压刀柄等以及其他新型刀柄获得广泛应用。为提高生产效率和减少换刀时间在汽车零部件的加工中越来越多地使用了各种复合刀具,如钻镗复合、钻铰复合、钻孔和螺纹加工复合等各类复合刀具,结构复杂的展开式刀具满足了很多特殊的加工要求,有些刀具甚至已发展成机、电、液一体化的装置,已远远超越了传统的刀具的概念。刀具需要维护和保养,需要预调整和检测,刀具寿命需要得到控制,需要有完善的系统和一系列的管理来确保生产线及时得到符合要求的、数量足够的刀具,并在发生加工问题或刀具问题时得到快速的响应和支持,迅速分析和解决出现的问题,以使生产正常进行,并且包含刀具费用在内的制造成本应具有足够的市场竞争力,所有这些都对刀具的管理提出了与过去不同的全新的要求。
面对机械加工和刀具技术的高速发展,面对数控设备既要柔性还要高效生产的挑战,面对日益激烈的市场竞争和不断降低制造成本的压力,刀具的管理成为各项各业日益关注的热点。
(2)刀具及其管理对生产效率的影响
刀具的性能与质量直接影响到能否顺利加工出所要求的合格产品,刀具能否满足高速切削的要求,刀具寿命如何及换刀频次高低都直接影响生产线开动率,影响到加工节拍和生产效率,而能否按时和保证质量地将调整或修磨好的刀具提供给生产线又将直接关系到生产能否正常持续地进行下去。机械行业中大量采用的是流水生产,上道工序的生产直接影响到下道工序的生产,而为了提高生产效率和降低生产成本,又采用了大量的组合式刀具及由此引起的非标刀具,因而一把关键的刀具特别是非标刀具如不能按时供应,就会如同串联电路中一个元件损坏引起整条电路瘫痪一样,会造成整条机加工生产线停产,而如果没有应急措施或不能快速反应,还有可能造成总成装配线甚至自动装配线停产,由此可见刀具及其管理对生产的重大影响。
(3)刀具使用寿命的定义
刃磨后的刀具自开始切削直到磨损量达到磨钝标准为止的切削时间,称为刀具使用寿命,以T表示。它是指净切削时间,不包括用于对刀、测量、快进、回程等非切削时间。
也有用达到磨钝标准前的切削路程lm。来定义刀具使用寿命的。lm等于切削Vc和刀具使用寿命(时间)T的乘积,即
lm=Vc·T (6—3)
这 里需要指出,以往把上述定义的刀具使用寿命称为刀具耐用度。过去刀具使用寿命刀具耐用度曾有过不同的含义。刀具使用寿命表示一把新刀(如焊接车刀或麻花钻 等)用到报废之前的总切削时间,其中包括多次重磨。因此刀具使用寿命等于刀具耐用度乘以重磨次数,但按现行的推荐标准精神,应称为刀具总使用寿命。
刀 具使用寿命是很重要的数据。在同一条件下切削同一工件材料时,可以用刀具使用寿命来比较不同刀具材料的切削性能;同一刀具材料切削各种工件材料,又可以用 刀具使用寿命来比较工件材料的切削加工性;也可以用刀具使用寿命来判断刀具几何参数是否合理。工件材料、刀具材料的性能对刀具使用寿命影响最大。在切削用 量中,影响刀具使用寿命最主要的因素是切削,其次是进给量、切削深度。此外,刀具几何参数对刀具使用寿命也有重要影响。
(a).切削与刀具使用寿命的关系
切削与刀具使用寿命的关系是用实验方法求得的。实验前先选定刀具后刀面的磨钝标准。为了节约材料,同时又要能反映刀具在正常工作情况下的磨损强度,按照IS0的规定:当主切削刃参加工作部分的中部磨损均匀时,磨钝标准取VB=0.3mm;在磨损不均匀时,取VBmax=0.6mm[106]。
选定好磨钝标准后,在固定其他切削条件的情况下,只改变切削(如取V=Vc1,Vc2,Vc3,Vc4,…等)作磨损试验,得出在各种下的刀具磨损曲线(图6—11);再根强选定的磨钝标准VB求出在各切削下所对应的刀具使用寿命T1,T2,T3,T4,…等。然后在对数坐标纸上定出(T1,Vc1);(T2,Vc2);(T3,Vc3),(T4,Vc4);…等点(图6—12)。在一定的切削范围内,这些点基本上分布在一条直线上。这条在双对数坐标图上的直线可用下列方程式表示:
lgVc=-mlgT+lgA
式中m=tgφ,即该直线的斜率;A为当T=1s(或1min)时直线在纵坐标上的截距。m及A均可从图中实测。因此Vc—T(或T—Vc)关系可写成:
Vc=A/Tm (6—4)①
或
(z=1/m) (6—5)
(b).进给量、切削深度与刀具使用寿命的关系
按照求Vc—T关系式的方法,同样可以求得f—T和ap—T关系式:
f=B/Tn (6—6)
ap=C/Tp (6—7)
式中 B、C——系数;
n、p——指数。
综合式6—4、式6—6及式6—7、可以得到刀具使用寿命的三因素公式:
(6—8a)
或
(6—8b)
式中 CT,Cv—与工件材料、刀具材料和其他切削条件有关的系数;
指数xv=m/p,yv=m/n。
对于不同的工件材料和刀具材料,在不同的切削条件下,式6—8中的系数和指数,可在资料[73]中查得。实际上,式6-8就是刀具使用寿命或一定刀具使用寿命下切削的预报方程。 例如,用硬质合金外圆车刀切削σb=0.75GPa(75kgf/mm2)的碳素钢时,当f>0.75mm/r,经验公式
由上式可知,切削对刀具使用寿命的影响最大,其次是进给量,切削深度影响最 小。所以在优选切削用量以提高生产率时,其选择先后顺序应为:首先尽量选用大的切削深度ap,然后根据加工条件和加工要求选取允许的最大进给量f,最后才在刀具使用寿命或机床功率所允许的情况下选取最大的切削Vc
由上式可知,切削对刀具使用寿命的影响最大,其次是进给量,切削深度影响最 小。所以在优选切削用量以提高生产率时,其选择先后顺序应为:首先尽量选用大的切削深度ap,然后根据加工条件和加工要求选取允许的最大进给量f,最后才在刀具使用寿命或机床功率所允许的情况下选取最大的切削Vc
(c)、T—Vc关系的驼峰性
式6—5所示了T—Vc关系的经验公式只在一定的切削范围内适用。如在很宽的切削范围内进行刀具使用寿命实验,则所得的T—Vc曲线往往不是单调的函数关系,而是形成驼峰形的曲线(图6—13)。在较低的范围内,当Vc提高时,T不但不减小,反而增大;到达某一时,T有最大值。继续提高,T才单调下降。对应曲线下降部分,就是泰勒公式有效的范围。同样,lm—Vc关系也具有驼峰性。
驼峰处的刀具使用寿命最高或切削路程最长,能否说明此处的切削是“最佳的切削”呢不是。此处的切削偏低,金屑切除率也较低,在生产中往往没有实用价值。一般生产中常选用位于驼峰以右的切削。
(d)、刀具使用寿命的分布
下 面介绍的是在正常磨损条件下的刀具使用寿命分布。在工件、刀具和切削条件固定时,刀具使用寿命并不是常数。如果重复进行切削实验或加工,刀具使用寿命在一 定范围内按一定规律变动。因为工件、刀具材料的制造质量、微观组织、机械(力学)性能、几何参数、刃磨质量以及机床运动和其他工艺条件,都是随机变化的。 每一个因素的变化不可能不影响刀具使用寿命,故刀具使用寿命也是随机变量。数理统计研究表明,在一定切削条件下,刀具使用寿命的变化规律服从正态分布或对 数正态分布[146]。
正态分布的概率密度函数为
式中 μ——均值;
σ——标准差。
对数正态分布的概率密度函数为
(当T>0)
式中 μ——位置参数,
σ——尺度参数。
作者用P10硬质合金刀片车削38CrNi3MoVA调质钢,取ap=1mm,f=0.2mm/r,Vc=150m/min,磨钝标准VB=0.2mm。用60个切削刃,重复切削60次。统计在不同区间刀具使用寿命出现的频率,绘制出刀具使用寿命分布曲线(图6—14)。经检验,认为服从正态分布。μ=15.284,σ=1.34。
掌握刀具使用寿命分布,对生产有指导意义。在现代化加工中,对刀具使用寿命需进行科学管理,定时换刀,必须了解刀具使用寿命的分布情况。例如,在图6—14所用的切削条件下,要求P10刀具满足刀具使用寿命T≥12mm的概率为
这样的概率说明P10刀具能满足该工序加工要求。
在数控加工过程中,刀具的质量及刀具使用过程中的有效管理对加工质量具有至关重要的作用。在汽车制造领域中质量过程控制体系(TS16949质量认证体系)也对刀具管理有着非常具体而明确的要求。HARDINGE VT2数控立式车床是由美国HADRGINE公司生产的,数控系统为FANUC18T系统。本文介绍如何使用FANUC18T系统中的刀具寿命管理功能管理好刀具的使用,以确保加工的产品质量。1添加刀具寿命管理功能为了进行刀具的寿命管理,要实现数控设备对刀具使用次数的自动计数
文选摘自《刀具管理》
关于[刀具设计网站]的介绍就聊到这里吧,感谢你花时间阅读本站内容,更多关于刀具设计网站、现代刀具设计与应用的信息别忘了在本站进行查找喔。
推荐文章:
本文由网上采集发布,不代表我们立场,转载联系作者并注明出处:https://www.cqycseo.com/kangadmin/makehtml_archives_action.php?endid=0&startid=-1&typeid=15&totalnum=6115&startdd=2520&pagesize=20&seltime=0&sstime=1679321406&stime=&etime=&uptype=&mkvalue=0&isremote=0&serviterm=
